
在应用保护性涂层之前,钢铁表面经常被磨料冲击或用电动工具清洗。由此产生的表面轮廓必须被准确评估,以确保符合工作或合同规范。
但是,仅仅是剖面高度(最常测量的参数)是衡量长期涂层性能的良好指标吗?
本文报告了最近的测试,该测试比较了许多具有拉断附着力的剖面。一个简单的、低成本的现场设备被用来从一个复制带的测量中获得3个轮廓参数:轮廓高度、峰值密度和开发的表面积。用复杂、昂贵的三维显微镜对测试表面进行了重新测量,并将结果与复制带结果进行了比较。
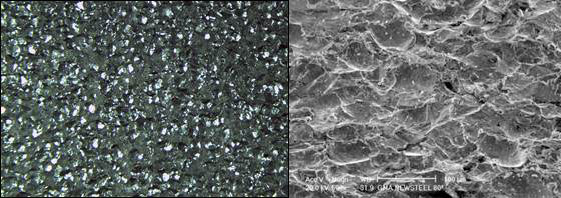
钢材表面的喷砂和电动工具清洗可以去除以前的涂层、磨垢、铁锈和污染物。它还能使表面粗糙化,以提高涂层的附着力。由此产生的表面轮廓,或称锚纹,是由复杂的山峰和山谷组成的,必须准确评估,以确保符合工作或合同规范,并确保涂料项目的成功(图1)。
人们普遍认为,这些表面的性质可以预测长期的涂层性能。喷砂表面的特征包括峰值高度、峰值密度、发达的表面积、角度、锐度和形状。今天,只有峰值高度(H)是通常测量的。如果这个高度不够,涂料将无法附着。如果太大,就需要更多的油漆来填补 "山谷",而高的峰值可能会突出油漆,成为腐蚀的焦点。
早期的表征方法包括将视觉标准放在喷砂表面上进行比较。虽然今天仍在使用,但这种定性的解决方案在很大程度上已被定量的测量设备所取代,其价格和复杂性取决于它们是用于现场还是实验室。目前,最流行的现场方法包括使用深度千分尺和/或复制胶带测量剖面的平均峰谷高度。
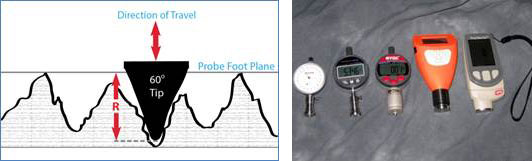
深度测微计表面轮廓仪有一个平坦的底座,它靠在表面上,有一个弹簧探头,它落入表面轮廓的山谷中。平坦的底座靠在最高的山峰上,因此每次测量都是当地最高的山峰和探针投进的特定山谷之间的距离。通常用于平坦的表面,这些设备的好处是测量大的轮廓高度,超过了大多数其他仪器的范围(图2)。
复制胶带是本文的重点,长期以来一直被称为表征表面的方法。它很简单,相对便宜,对弯曲的表面特别有用。它的操作在许多国际标准中都有描述,包括ASTM1 D44172、ISO 8503-53、NACE RP02874和AS 3894.55。
复制胶带由一层可压缩的泡沫组成,贴在不可压缩的聚酯基材上,厚度高度均匀,为2密耳+0.2密耳6(50.8微米+5微米)。当压在粗糙的钢铁表面时,泡沫会塌陷并形成表面的印记。将压缩的胶带放在微米级测厚仪的铁砧之间,减去不可压缩的基材的贡献,即2密耳或50.8微米,就可以测量出表面轮廓高度(图3)。

1974 年,Keane 等人7撰文指出,仅测量峰谷距离 (H) 并不能完全描述通过喷砂清洁准备喷漆的表面。他们的论文支持现场经验,认为除了 H 之外,还有另一个重要参数,即单位长度上的峰值数(峰值数 -Pc)或单位面积上的峰值数(峰值密度 - Pd)。论文解释说,除了增加粘合表面积外,增加特定区域内的峰值数还会增加该区域的角度。这就给涂层带来了更多的剪切粘附应力,而不是拉伸(拉脱)应力。由于剪切值总是高于拉伸值,这就增加了涂层的粘结强度。当然,涂敷的涂层必须100%润湿表面。
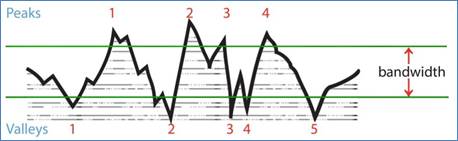
图4是一个简化的例子,说明为什么峰值高度和峰值密度对理解涂层性能都很重要。这两个表面有不同的几何形状,但它们的高度测量是相同的。为了更清楚地了解可用于粘合的表面,还必须获得峰数测量。此外,这两个测量值使我们有可能研究喷砂过程导致的表面积增加。

毫无疑问,峰值密度测量对腐蚀行业很重要,但直到现在的问题是,峰值计数并不容易确定。
2005年6月,Roper等人的一篇重要论文8报道了峰值计数可以被控制,并且像峰值高度一样,影响涂层性能。他们的工作导致了ASTM D71279的诞生,该文件也于当年发表。
在第二年的后续文章中,他们得出结论:"对于广泛的standard 工业涂料来说,能够完全润湿表面的最佳钢性剖面是2到3密耳(50到75微米)的剖面高度和110到150峰/英寸(40到60峰/厘米)的峰数。"特定涂层的最佳峰数取决于其流变学特性"。 他们解释说,"调整峰数以优化涂层性能的一般规则是,使用最小、最硬的磨料来完成工作。为了获得均匀的表面,要控制喷砂技术和磨料的颗粒大小。涂层必须能够完全润湿表面。"10
作者建议在腐蚀行业使用测针粗糙度仪(at 最好的现场仪器),以提供两个关键的剖面信息--峰高和峰值密度。
测针粗糙度仪记录外部测针在表面上的上下运动(图5)。它们测量一个叫做Rt的高度参数,符合ISO11 428712的规定,得出任何给定评估长度0.5英寸(12.5毫米)内最高峰和最低谷之间的垂直距离。进行五次追踪,对Rt值进行平均,以获得最大峰谷距离的平均值。
2011年ASTM的一项循环研究13确定,用测针粗糙度仪器测量的峰谷高度Rt与用深度千分尺和复制带测量的H密切相关。

但是,如果测针粗糙度仪器可以生成峰高和沿采样长度遇到的峰数的测量值,为什么腐蚀行业采用这些仪器的速度很慢?
这种不情愿的态度可能是基于经济和实际原因。触针式粗糙度仪器本质上是脆弱的,因为它们依赖于一个精确校准的触针,而这个触针通常会延伸到设备本身的一定距离。它们的设置和操作可能很复杂,而且它们报告的一些粗糙度参数对涂层行业的意义有限。所有这些因素都可能使潜在用户望而却步。
还有什么其他的测量方案? 腐蚀行业内传闻,确定的测量设备必须使用实验室方法,如白光干涉仪、聚焦变化显微镜、共聚焦激光显微镜和原子力显微镜。但在测量复杂的喷砂表面时,这些强大的设备受到了挑战。它们的购买成本很高,不能在现场操作,并且需要大量的培训来设置无数的测试参数进行地形分析,包括诸如死带区域、区域尺度图、复杂尺度分析、过滤器、缝合和空间区域补丁尺寸。
腐蚀专业人员只想知道他们是否有一个好的表面来应用涂层。表面是否经过适当的准备?客户是否接受?他们希望有可衡量的目标和可调整的喷砂参数,以达到这些目标。
因此,最好能有一台专门为腐蚀行业设计的价格合理、性能强大的现场仪器,同时提供峰值高度(H)和峰值密度(Pd)的测量,让检测人员在表面处理期间对涂层性能进行更有意义和功能相关的预测。
解决方案在于复制胶带。使用Testex 磁带获得的表面复型所包含的信息远不止用千分尺测量的峰高,这一点并不广为人知。通过数字成像可以获得大量数据。
自20世纪60年代末以来,复制带一直被用于测量喷砂钢的轮廓。它的操作在许多国际标准中都有描述,包括ASTM D4417、ISO 8503-5和NACE RP0287。与其他方法相比,它的优点是坚固耐用,启动成本相对较低,重复性好,并且可以保留被评估表面的物理复制品。该方法被广泛使用和理解。(图7)

与测针技术不同的是,复制法的另一个优势是可以对一个连续的二维(2D)区域进行采样,该区域足够大,可以产生可靠的统计数据。例如,单个电子表面粗糙度测试仪扫描可沿着长 12.5 毫米(0.5 英寸)、宽 10 微米(总面积为 0.12 平方毫米)的磨料喷砂表面对一条线进行取样。一种新的方法是利用胶带的一种特性,这种特性与其复制表面的能力有关,但又不同,即胶带在被压缩时会增加透光率。透射率与压缩程度成正比。本文进行的许多测试都使用了现有的粗和 X-粗级复制带。为了提高光学分辨率和减少光学伪影,Testex 公司14 还提供了一种光学级的 X-Coarse 级胶带,最近已投入商业使用。
一张背光灯下的胶带照片(图9)显示了较高压缩量的浅色区域(峰值)和较低压缩量的深色区域(谷值)。

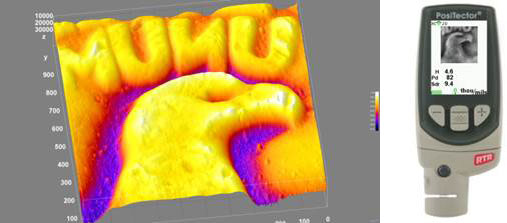
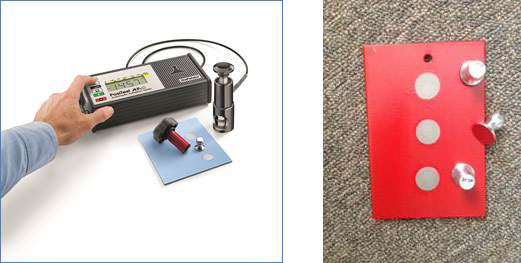
利用透明度原理,可以通过简单地计算数字图像传感器所拍摄的印迹上的亮点来确定峰值计数。这些亮度测量与厚度测量相对应,而厚度测量又反映了原始表面的轮廓。一台便携式仪器(图11)可以识别峰值并确定区域峰值密度,即每平方毫米有多少个峰值,或Pd,如ASME B46.115所定义。
虽然在金属加工行业很受欢迎,但基于测针的粗糙度检测仪受到了表面清洁操作产生的复杂图案的挑战。它们只能测量粗糙表面上的一条线,而且它记录的大多数特征是 "峰",实际上是 "峰肩",即测针在峰的侧面而不是在峰的顶部进行追踪(图16)。相比之下,仿制磁带峰值计数器,就像精致而昂贵的实验室级干涉式光学剖面仪一样,可以计算出真正的二维峰值密度。
这些图像的另一个优点是用更多的数据来得出每个测量结果(单个复制带测量有1,000,000个点,而单个1英寸测针扫描有5,000个点)。此外,这都是用一个坚固的现场仪器完成的,它使用廉价的硬件来获得与实验室仪器类似的表面特征数据。
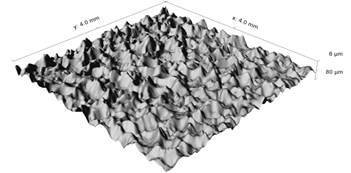
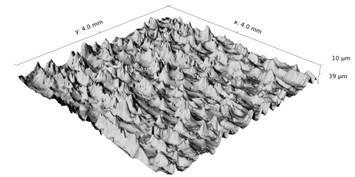
使用三维(3D)渲染软件解释强度图像时,一旦应用了厚度/透明度关系,就可以提取其他表面特征参数。这样就能得到喷砂钢材表面的三维地图at 成本却远远低于干涉测量或共焦剖面测量设备。图 10 至图 12 举例说明了该过程的工作原理。



从三维图像中可以测量一个最终的相关参数,据信它有助于促进化学和机械结合,即喷砂操作导致的表面积增加。Sdr是发达的界面面积比16,表示为与测量区域大小的理想平面相比,由纹理贡献的额外表面积的百分比。涂料专业人员认为,这个剖面参数通过为他们提供一个粗糙度值--喷砂产生的额外表面积的百分比增加(实际面积/x-y面积),与应用技术有功能性关联。17然而,本文后面的讨论将表明,在抛丸清理行业,报告开发的表面积没有什么实际意义。
为了证实3D复制胶带的测量,从胶带上获得的两个新参数测量,即峰值密度Pd和显影表面积Sdr,与两个既定的表面粗糙度测量方法进行了比较:共聚焦显微镜和测针轮廓仪。
第一步是确认对复制带进行光强成像得出的 Pd 和 Sdr 值与使用已知实验室方法得出的值相当。研究使用了 KTA 实验室制备的三种钢板18。使用了 AmasteelG、GMA Garnet Coarse 和 Amasteel S-230/G40 喷砂介质。这三块钢板连同 3 套抛光的光学级复型带被送往WPI19使用 LEXT 共聚焦显微镜进行测量(图 13)。

图像的阈值at 平均值加上Sz20 的 10%。为了便于比较,所有大于 1,000µm2的岛屿都被算作一个峰值。结果具有可比性(图 14)。

为了比较三维复制带图像与测针粗糙度仪器的测量结果,对 2011 年 ASTM 循环研究中使用的五块面板进行了峰值密度测量。这提供了 11 位独立操作员的测针测试结果,他们使用三种市售的测针粗糙度仪器:Mitutoyo SJ-201、Taylor Hobson Surtronic 25 和 MahrSurf PS1,分别在五块面板上测量了五次线性峰值计数Pc 或 Rpc。
为了获得三维复制带成像数据,我们使用光学级复制带在每块面板上进行了三次灼烧,并用PosiTector 6000 RTR-P 复制带成像仪进行了测量(图 11)。
由于测针粗糙度仪器产生的是以峰值/毫米为单位的二维测量,而三维复制带方法产生的是以峰值/平方毫米为单位的测量,因此这两组数据不能直接比较。在本分析中,对测针粗糙度测量值进行了平方处理,以便两种测量技术都能得到尺寸上可比较的测量值。测量方法的比较总结在图15中。

从这个图表中可以看出,两种测量方法之间存在着强烈的线性关系。五个测试面板中的四个的测量值落在通过原点的趋势线的一个standard 偏差之内。然而,从图15中可以得出两个观察结果。首先,两种测量方法之间不是1:1的关系。第二,数据与趋势线不是完全吻合,导致R2值为0.91。
测针仪器的平方测量值与三维成像方法之间缺乏1:1的关系并不令人惊讶。虽然将测针仪器的测量值平方化会产生具有相同尺寸的测量值,但它不能说明测针仪器的二维性质。例如,在追踪一条直线时,有可能多次穿过一条山脊,导致出现多个 "山峰",而实际上,在测针的路径附近只有一个山峰。此外,在三维空间中对什么是 "峰值 "进行分类并非易事,而且三维成像分析可能会忽略那些在测针粗糙度仪器上登记为峰值的特征。

测针粗糙度仪可能记录 0、1 或 2 个峰值,具体取决于轨迹路径。目前还不清楚数据与趋势线不完全吻合的原因。由于五块测试板中的每一块都旨在反映各种不同的制备方法,因此出现差异的原因很可能至少at 一部分是由于测针仪器的缺陷造成的。在具有尖锐、狭窄峰值的剖面上,测针有时会绕过峰值,而不是越过峰值。这可能导致测针仪对某些剖面的读数不足。
鉴于Roper等人之前关于附着力与剖面高度(H)和峰值密度(Pd)之间的相关性的研究,我们进行了一项研究,以确定三维复制带成像方法是否能得到类似的结果。通过Sponge-Jet21使用各种喷砂介质制备了25个钢铁样品。爆破后,用三维复制胶带成像仪进行测量。然后在样品上喷涂环氧树脂、双组分丙烯酸和聚合物复合涂层,并使之固化。然后按照ASTM D454122中描述的测试方法,使用该standard (测试方法E)附件A4中描述的V型液压拉拔附着力测试仪对每个样品进行了三次拉拔附着力测试(图17)。
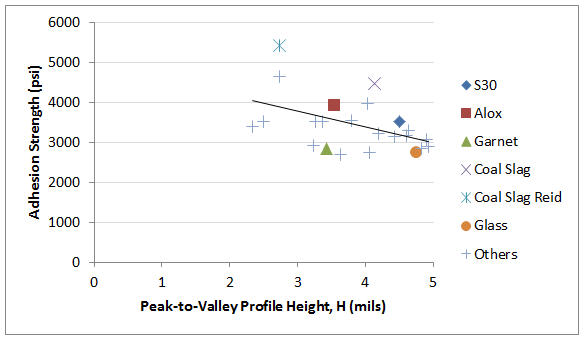
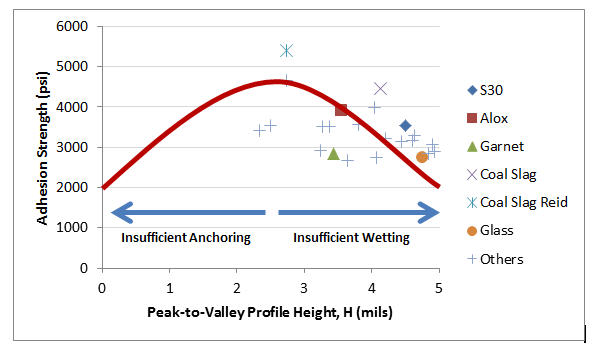
在 2006 年 Roper 等人的论文中提出了这样的理论:"根据作者的经验,对于能够完全润湿表面的各种standard 工业涂料来说,最佳的钢材型材高度为 2 至 3 密耳(50 至 75 微米)。本研究的观察结果似乎证实了这一假设。在 2 - 3 密耳范围内观察到的附着力强度最高,随着剖面高度增加到 3 密耳以上,附着力值逐渐降低(图 18)。虽然没有采集到轮廓高度低于 2 密耳的样品,但理论上粘附水平会随着轮廓高度的降低而开始下降。如本文前面所述,理论上,at 轮廓高度超过 3at 附着力会开始下降,因为涂层无法完全润湿基材。据推测,剖面高度低于 2at 附着力开始下降,因为没有足够的剖面来固定涂层。图 19 是在 Pd 和 Sdr 保持不变的情况下,在本研究数据上叠加的假设趋势线。
峰值密度和附着力之间似乎有很强的正相关关系(图20),加强了Roper等人的假设,即峰值数量与涂层性能有关。他们的论文断言,"对于广泛的standard 工业涂料来说,能够完全润湿表面的最佳钢性曲线是......峰数在110和150峰/英寸之间(40和60峰/厘米)"。

由于作者在研究中使用的是测针轮廓仪,因此他们的数据与本研究的数据无法直接比较。不过,根据本文前面报告的测针轮廓仪测量值与三维复制带光学测量值之间的明显关系,可以得出等效的三维峰值密度为 4 到 8 个峰值/平方毫米。 因此可以假设,在峰值密度大于本研究中观察到的峰值密度at 观察到的附着强度与峰值密度之间的正相关关系将不会持续。在 H 和 Sdr 保持不变的情况下,附着力和 Pd 之间的这种理论关系如图 21 所示。
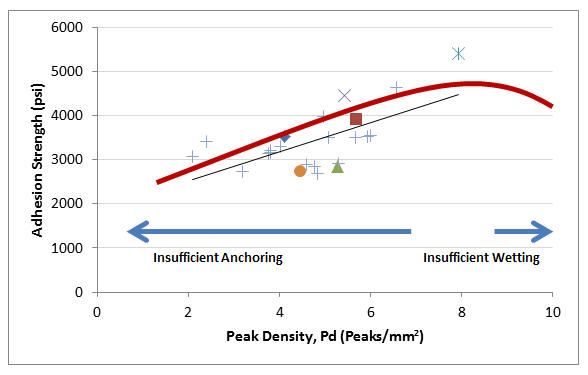
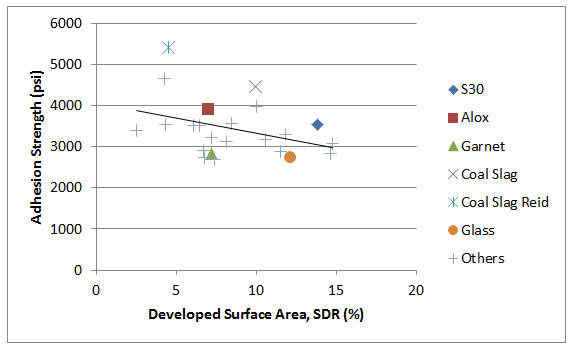
图 22 总结了观察到的显影表面积与附着力的关系。这些数据at 似乎与 Roper 等人关于 "涂层表面积越大越好 "的论断相矛盾。然而,作者接着断言,增加表面积的两种主要方法,即增加峰高和增加峰密度,会抑制润湿,并在超过最佳点时对涂层性能不利。我们相信本研究的数据反映了他们的论断。一些样品(例如玻璃珠)的高显影表面积测量值似乎反映了这些样品的高峰谷距离。因此,由于峰谷高度过高而导致显影表面积较大的样品涂层性能较差也就不足为奇了。
据认为,喷砂造成的表面积增加量与峰值高度和峰值密度直接相关,因此没有必要进行测量和报告。进一步的讨论在附录中提出。
人们普遍认为,喷砂清理过的钢材表面的性质可以预测长期的涂层性能。腐蚀行业并不完全了解这一复杂问题的动态,但它有几个可测量的参数,包括峰值高度、峰值密度、表面积、角度、锐度和形状。业界普遍认为,增加这些参数中的几个将改善长期的涂层性能。经验数据表明,这并不那么简单。
这些参数中最重要的是峰值高度(H),今天通常被测量,并且通常是唯一的参数报告。虽然它的重要性是不可否认的,但仅凭一个参数并不能完全描述涂层/基质关系的动态变化。
峰值密度(Pd)也是性能的一个重要指标。虽然它也不能像几十年来的H那样成为唯一的衡量标准,但与H一起,它可以更好地预测通过拉拔附着力测试衡量的长期涂层性能。
这种关系有助于解释为什么单单测量H并不总是预测所有类型涂层性能的可靠方法。一种涂层可能与低H和高Pd的表面粘合,也可能与高H和低Pd的表面粘合。由于这个原因,腐蚀行业应该报告这两个数值,以便客户能够确定他们特定涂层应用的最佳比例。通过适当选择研磨材料的类型和尺寸,可以控制这两个参数。也许将来会指定一个混合参数。
使用复制带获得的表面复制品所包含的信息远远多于用千分尺测量的H。重要的数据可以通过数字成像获得。一个使用厚度和成像传感器的简单和低成本的便携式仪器可以描述复制带,并生成原始表面的图像和统计数据,最重要的是,Pd。
这项研究的结果证实了复制带、测针粗糙度和共焦显微镜测量的2个最重要的参数之间的密切关系。
H - 用千分尺或调整胶带非线性的厚度传感器测量烧制的仿制胶带的厚度而得到的最大峰谷距离的平均值。最佳的拉拔附着力值产生于2.5密耳(65微米)范围内的均匀轮廓高度,具有高峰值计数的表面,所应用的涂层百分之百地润湿了表面。
Pd - 符合ASME B46.1的面积峰值密度。增加这个值可以增加角度,以发展更多的剪切附着力而不是拉伸强度。为了获得最佳的涂层附着力(腐蚀保护),在确保完全润湿准备好的表面的同时,峰值数应尽可能高。
作者要感谢DeFelsko公司的Leon Vandervalk的协助。
Sdr的局限性
根据ASME B46.1,发达的界面面积比Sdr是指与图23中计算的测量区域大小的理想平面相比,由纹理贡献的额外表面积的百分比。它是通过对覆盖在被测表面上的一系列虚拟瓦片的面积进行加总而计算出来的,是尺度的一个函数,以拼凑的方式。
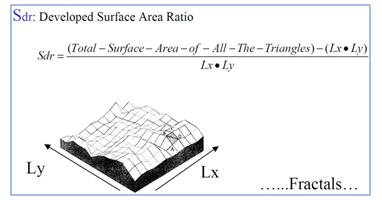
使用这种方法来表征喷砂钢表面的困难在于,计算结果受制于对定义的解释。如果一个实验室用高分辨率的扫描设备选择了一个非常小的三角形尺寸,他们将不可避免地陈述一个比另一个使用不同设备和较低阈值设置的实验室更高的表面积增加(图24)。三角形瓦片测量的总面积随着观察规模(瓦片面积)的减少而增加。


据认为,喷砂导致的表面积增加量与峰值高度和峰值密度直接相关,因此不需要测量和报告它。H和Pd就足够了。另一种方法是以类似于以下毕达哥拉斯式的方式来计算它。

据推测,如果峰值高度和峰值密度保持不变,那么开发的表面积和粘附强度之间会有一个正相关关系。然而,这种正相关似乎很轻微,而且正如本研究显示的那样,与峰高和峰密的影响相比,并不显著。此外,本文作者不知道有什么实际手段可以在保持峰值高度和峰值密度值不变的情况下,用研磨介质修改显影表面积。因此,在抛丸清理行业报告显影表面积似乎没有什么实用价值。
-------------------------------------------------------------------------------------------------------------------
1ASTM国际,100 Barr Harbor Drive, West Conshohocken, PA 19428。
2ASTM D4417 "Standard 现场测量抛丸清理过的钢的表面轮廓的测试方法"(ASTM国际,宾夕法尼亚州西康索霍肯)。
3ISO 8503-5 "涂装及相关产品前的钢基材制备--抛丸清理后的钢基材的表面粗糙度特征--第5部分:确定表面轮廓的复制带方法"(瑞士日内瓦:ISO)。
4NACEStandard RP0287-2002,"使用复制带对喷砂清理的钢表面轮廓进行现场测量"。(全国腐蚀工程师协会(NACE),1440 South Creek Dr., Houston, TX USA 77084-4906)
5澳大利亚Standard AS 3894.5-2002,"保护性涂层的现场测试,方法5:表面轮廓的确定"。(澳大利亚标准协会,GPO Box 476, Sydney NSW 2001 Australia)
6要从英制单位转换为公制单位,使用1密耳=25.4微米(μm)。
7J.D. Keane, J.A. Bruno, and R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Publication #74-01, SSPC: The Society for Protective Coatings, Pittsburgh, PA 15222, 1974
8H.J. Roper, R.E.F. Weaver, and J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, June 2005, pp.52 - 64
9 ASTM D7127 "Standard 使用电子便携式测针仪器测量喷砂清理过的金属表面的表面粗糙度的测试方法"(ASTM国际公司,宾夕法尼亚州西康斯霍肯)。
10H.J. Roper, R.E.F. Weaver, and J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, June 2006, pp.24 - 31
11国际标准化组织(ISO),1 rue de Varembé, Case postale 56, CH-1211, Geneva 20, Switzerland
12ISO 4287:1997 "几何产品规格(GPS)-表面纹理。轮廓法-术语、定义和表面参数"(瑞士日内瓦:ISO)。
13ASTM研究报告RR:D01-1169(ASTM国际公司,宾夕法尼亚州西康索霍肯)。
14 Testex, 8 Fox Lane, Newark, DE 19711 美国
15ASME B46.1-2009 "表面纹理(表面粗糙度、波浪度和层次)"(美国机械工程师协会,纽约市公园大道三号,10016-5990美国)。
16ISO 25178-2 "几何产品规格(GPS)--表面纹理。Areal - 第2部分:术语、定义和表面纹理参数"(国际标准化组织(ISO),1 rue de Varembé, Case postale 56, CH-1211, Geneva 20, Switzerland)。
17C.A. Brown 和 S. Siegmann, "Fundamental scales of adhesion and area-scale fractal analysis," International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933
18KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
19伍斯特理工学院。(WPI), 100 Institute Rd., Worcester, MA 01609-2208 美国 Matthew A. Gleason 在 Christopher A. Brown 教授的监督下。
20这是一个由粗糙度(2D)参数Rz扩展而来的3D参数。它是测量区域内表面的最大峰值和最大谷底之间的距离。
21Sponge-Jet, Inc., 14 Patterson Lane, Newington, NH 03801 USA,由Michael Merritt监督。
22ASTM D4541 "Standard 使用便携式附着力测试仪测试涂料的拉拔强度"(ASTM国际,宾夕法尼亚州西康索霍肯)。
23Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Scale-sensitivity, Fractal Analysis and Simulations, Int.J. Mach.工具制造。Vol 38, Nos 5-6, pp.633-637, 1998)

DAVID BEAMISH(1955 - 2019),DeFelsko公司的前总裁,该公司是一家总部设在纽约的手持式涂层测试仪器制造商,产品销往世界各地。他拥有土木工程学位,在这些测试仪器的设计、制造和销售方面拥有超过25年的经验,涉及各种国际行业,包括工业涂装、质量检测和制造业。他主持培训研讨会,是各种组织的积极成员,包括NACE、SSPC、ASTM和ISO。


.jpg)


