
本文将评估用于测量电动工具(即air 针式除垢仪、鬃毛式除垢仪和喷砂除垢仪)产生的表面轮廓的方法。 重点将放在复制带的使用上,以及使用具有三维成像功能的数字复制带读取器对各种表面轮廓进行鉴定的能力。 更具体地说,本文将确定 ASTM D4417 中描述的测量方法是否适用于测量电动工具产生的轮廓。
NAVSEA将手动电动工具定义为用于表面处理的便携式自动装置,可分为三个基本类别。
虽然有许多与钢表面喷砂产生的表面轮廓测量有关的标准,但对电动工具产生的轮廓测量却没有什么研究或指导。
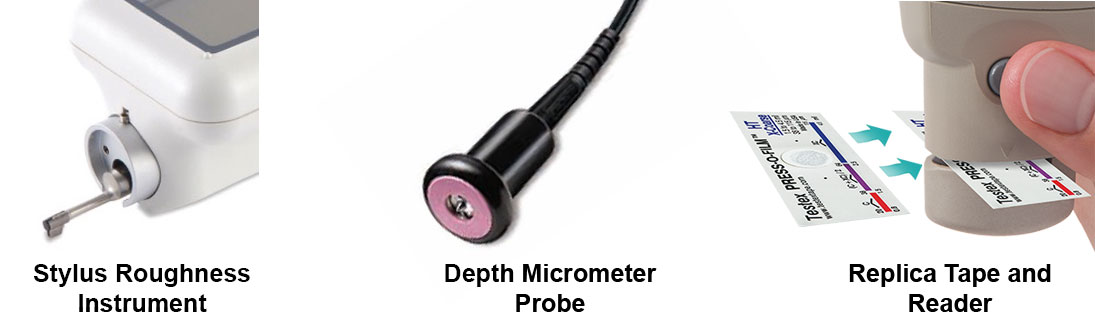
本文将研究确定表面轮廓参数的三种常用测量方法,并评估它们在电动工具制备的表面上的功效:使用复制带的弹簧测微计、深度测微计和测针粗糙度仪。本研究对钢质测试板上的air 除垢仪、鬃毛清洁器和旋转喷丸除垢仪产生的轮廓进行了检查。
将注意每种测量方法对所有三种动力工具产生的轮廓的测量效果,以及是否有任何动力工具产生的轮廓特征带来挑战。 通过评估数据、绘制后续结果和使用三维表面成像,将就哪种测量方法最合适提出最终建议。
表面处理直接影响到保护性涂层系统的性能。 确保表面清洁,没有铁锈和磨屑,以及表面污染物,如灰尘、油、可溶性盐和油脂,是至关重要的。 同样重要的是表面轮廓,其特征有助于涂层的寿命和粘附强度。 因此,对表面轮廓的评估成为一项关键的工作。
在喷涂保护涂层之前,经常使用电动工具清洁钢材表面。 虽然喷砂表面的轮廓通常使用复制带、深度千分尺或便携式测针粗糙度仪进行测量,但涂料专业人员往往不确定哪种方法最适合电动工具(包括air 针式除垢仪、鬃毛式除垢仪和喷丸式除垢仪)产生的轮廓。
磨料冲击在整个表面产生复杂的、随机的图案。 然而,由电动工具产生的表面轮廓表现出重复的模式,对正确的峰谷高度和峰值密度测量提出了挑战。
在2015年2月写的一篇文章中,D. Beamish2说明了复制带如何用于确定喷砂钢表面的关键表面轮廓参数,并将这些参数与拉拔粘附强度联系起来。 具体来说,文章讨论了通过复制带测量比其他测量方法获得更多的信息,可以确定峰值密度(Pd)和发达界面面积比(Sdr),这与拉拔附着力强度直接相关。 此外,研究表明,使用复制带测量的表面参数与已建立的喷砂轮廓测量技术密切相关,如共聚焦显微镜和测针式轮廓测量。 本文将进一步分析并确定复制带不仅适合于测量喷砂轮廓的表面参数,而且适合于测量各种电动工具制备的表面轮廓。
自20世纪60年代以来,仿形带一直被用于测量喷砂钢的表面轮廓。 广泛应用于涂料行业,仿真胶带由一层可压碎的塑料泡沫组成,附着在不可压缩的聚酯基材上,厚度高度均匀,为2密耳±0.2密耳(50.8微米±5微米)。 泡沫的厚度取决于胶带的等级。复制胶带有两种类型,普通和光学,以及两种等级,粗和X-粗。 对于大多数应用来说,普通复制胶带就足够了。光学级别的复制磁带在生产磁带表面的3D图像时使用。 这两种级别的胶带是粗的,它测量的是0.8-2.5密耳(20-64微米)的轮廓,而X-粗的,它测量的是1.5-4.5密耳(38-115微米)。
当压在粗糙的钢铁表面时,泡沫形成表面的印象,或反向复制。泡沫可以塌陷到其塌陷前厚度的约25%。因此,当原始表面上的最高峰推到聚酯衬垫上时,完全压缩的泡沫会向侧面移动。同样,原件上最深的谷底在复制品中形成最高的山峰。
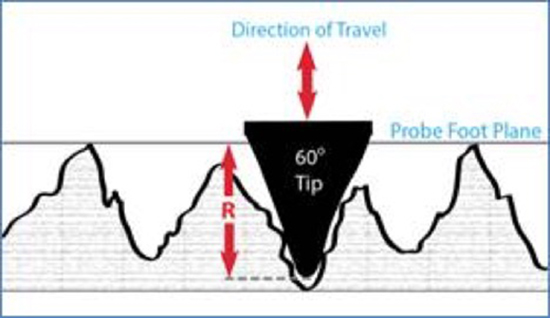
将压缩的胶带放在弹簧测微计(如PosiTector RTR H)的砧板之间,减去不可压缩的聚酯基底(2 密耳/50 微米)的贡献,就得到了平均最大峰谷表面粗糙度轮廓(图 1)。

这种表面测量方法坚固耐用,相对简单,价格低廉,并且允许用户保留被评估表面的物理复制品。 它是涂料工业中确定喷砂表面峰谷高度的最常用方法之一。
与其他测量方法相比,复制带具有更多优势,因为它测量的是二维区域的表面轮廓,而不是单点或直线测量。 深度千分尺的尖头探针测量半径约为 0.05 毫米(50 微米)的单点,取样面积为 0.007平方毫米。测针粗糙度仪的典型取样线长 12.5 毫米,宽 4 微米,总测量面积为 0.05平方毫米。复制带的测量区域为 31平方毫米。 这表示测量区域比测针粗糙度仪的测量区域大 258 倍,比深度千分尺大约 4400 倍。 此外,当使用诸如 PosiTector RTR 3D等仪器时,对烧制的复制带进行数字成像可生成表面轮廓的三维图像,使用户能够在涂覆前直观地观察表面。
深度千分尺,如 PosiTector SPG的深度测微仪使用一个平底,平底靠在表面轮廓的峰值上,弹簧加载的探头安装在底座内,探头落入轮廓的谷值中。 如图 2 所示,平底座位于最高峰上,因此每次测量的结果都是局部最高峰与针尖所插入的特定山谷之间的距离。 深度千分尺的优势在于能够测量超出许多其他仪器测量范围的剖面高度。
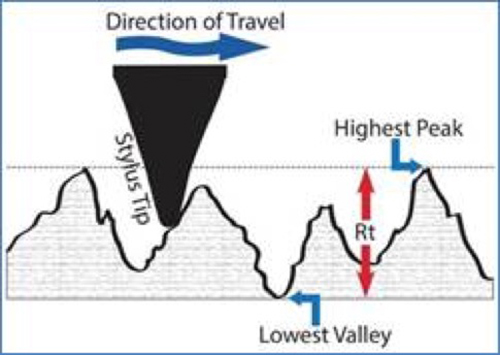
便携式测针粗糙度仪利用测针at 恒定的速度划过表面,并记录上下移动的情况,以确定 Rt,即在任何给定的评估长度内最高峰和最低谷之间的垂直距离。 如图 3 所示,仪器测量并记录测针在表面上移动的垂直距离。
通常情况下,一个预定的评估长度被分为7个采样长度,仪器测量每段采样长度内的峰谷高度Ry,不考虑第一段和最后一段。 其余Ry的平均值用于计算Rz。在这项研究中,Rz相当于RzDIN,等于每个采样长度中最高峰和最低谷之间的距离的平均值,根据ASME Y14.36M7。
使用三种不同的电动工具制备了 12 块钢板:air 针式除垢器、鬃毛式除垢器和滚动式除垢器,如图 4 所示。 这些钢板在每组中被标记为 1 至 4。
对以下小组进行了评估。

用以下三种仪器评估了面板的表面轮廓。
每台仪器的测试都是以下列方式进行的。
1. 使用便携式测针粗糙度仪测定每块面板的 Rz 和 Rpc。 at 每块面板的 5 个位置进行了三次跟踪测量,每次跟踪测量的评估长度为 12.5 毫米,取样长度为 2.5 毫米。
a. 测量位置详见图1。 应该注意的是,在刷子清洁器准备好的面板上,跟踪测量2和4是在偏压方向,而跟踪测量1、3和5是反对偏压方向。 对于roto peen scaler面板,跟踪测量2和4是反对偏压方向的,跟踪测量1、3和5是在偏压方向。

2. 使用数字深度千分尺测定 Rt。at 每块面板上的 5 个位置测量 10 次,每块面板共测量 50 次。 根据 D4417 标准,每个位置要测量 10 个读数。 本研究使用了 5 个位置,并记录和平均了 5 个位置 10 个读数的最大值。 同时还记录了 50 个读数的平均值。 取样位置详见图 2:

3. 一个数字复制带阅读器和成像器使用复制带来测量HL和Pd。 每块面板拍摄了四张烧录图。 三次是用普通的复制带(粗的和/或X-粗的)拍摄,一次是用光学复制带拍摄。 测量位置见图3。

1. 从结果中可以看出一些规律。在检查表面图像时,鬃毛清洁器和喷砂去毛器制备的表面上都能看到定向条纹。测针粗糙度仪在这一方向偏差和反方向偏差上的读数证实了表面参数的明显差异。 此外,air 除垢仪制备表面的图像显示,它们几乎没有明显的峰谷,因此推测深度千分尺可能没有充分捕捉到真正的峰谷高度。 据此推测,如果改进测量技术,考虑到偏差/峰值密度,结果将会有所改善:
a. 鬃毛清洁器/罗氏硬度计制备的面板显示出方向性偏差,给便携式测针粗糙度仪器带来挑战。 便携式测针粗糙度仪器可能不合适,因为读数取决于偏差。 测量电动工具清洗过的表面的最初规格(D7127)没有考虑到偏差和/或峰值的密度。 这可能导致表面轮廓的报告值过低或过高。 修改测试方法,忽略在偏差方向上的读数,对于产生有意义的结果是必要的。
b. 据观察,air 除垢仪制备的面板峰值密度(峰值频率)非常低。 有人提出,增加深度千分尺的测量次数可能有助于解释频率降低的原因,并得出更准确的结果。 为了评估这一假设,我们进行了第二轮测试,在所有 5 个位置对每个点进行 20 次测量,每个面板共读取 100 个读数。 报告的是 5 个最大值的平均值。
2. 结果表明,复制胶带可用于所有三种动力工具生产的型材。用数字复制带阅读器获得的结果没有受到对其他仪器构成挑战的偏差和密度的显著影响,而且没有必要修改测试方法。
3. 深度测微计的结果显示,与50个单独读数的平均值相比,使用五个地点的最大值的平均值产生的结果与其他测量方法的结果更密切相关。
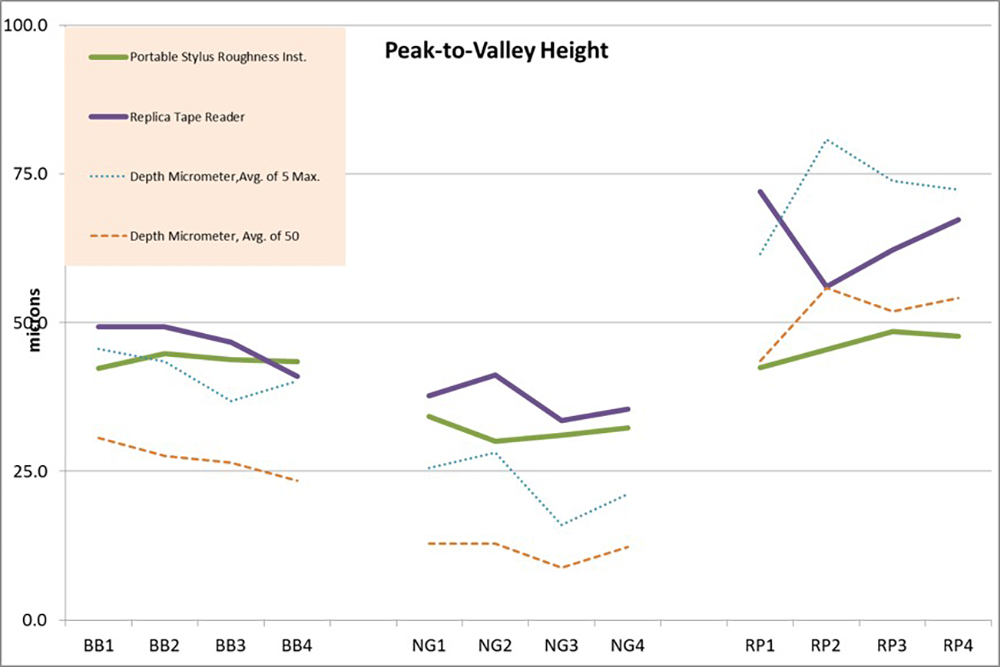
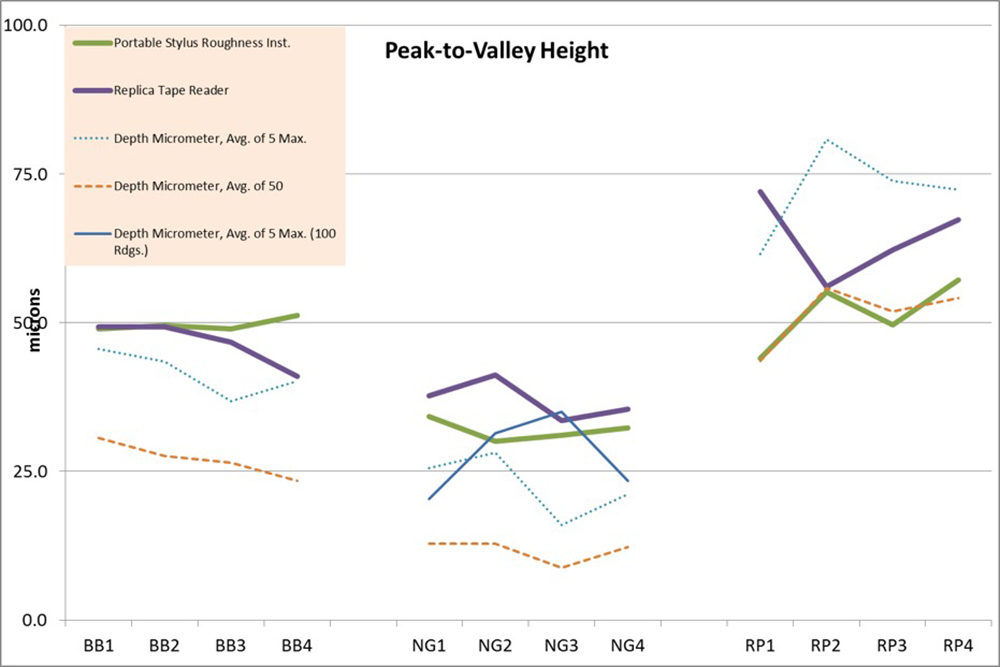
图1显示了三种测量方法的初步结果。 深度测微计的结果显示为所有50个读数的平均值和5个最大值的平均值。 据观察,工具产生的特性对一些测量工具提出了挑战,使它们的结果不太一致。
下面的图表说明了这一点。 图2和图4显示了个别痕迹。 对于鬃毛清洁器面板来说,读数2和4的所有参数都比读数1、3和5低。 读数2和4是在偏压方向上进行的(以红色显示),而读数1、3和5是在偏压对面进行的(以蓝色显示)。 图3和图5显示了所有沿偏压方向拍摄的痕迹的结果,以及所有跨偏压方向拍摄的痕迹的平均数。
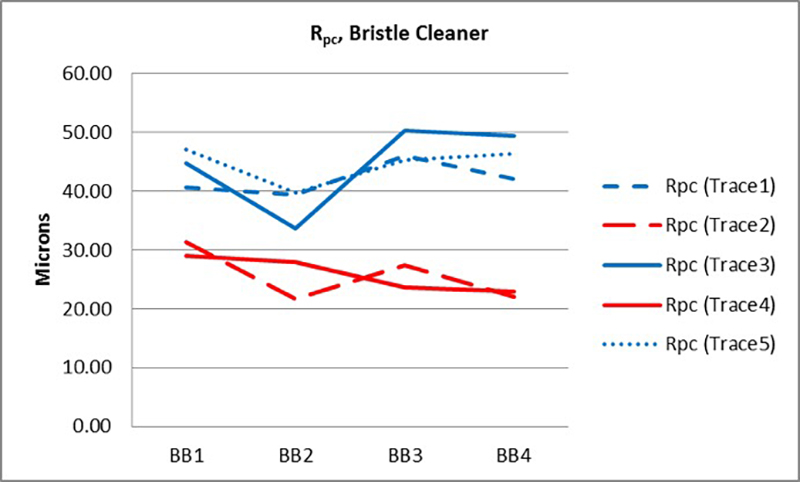
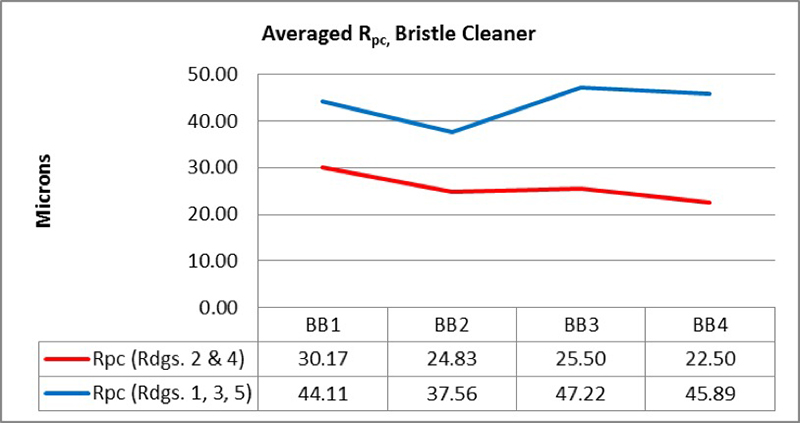
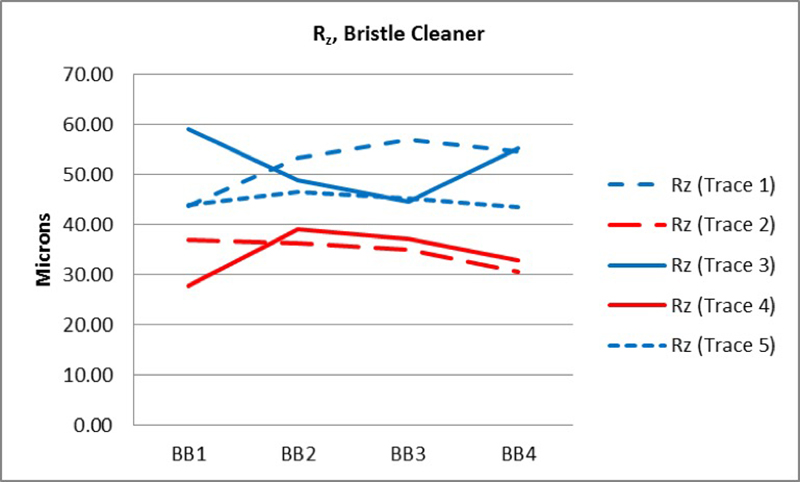
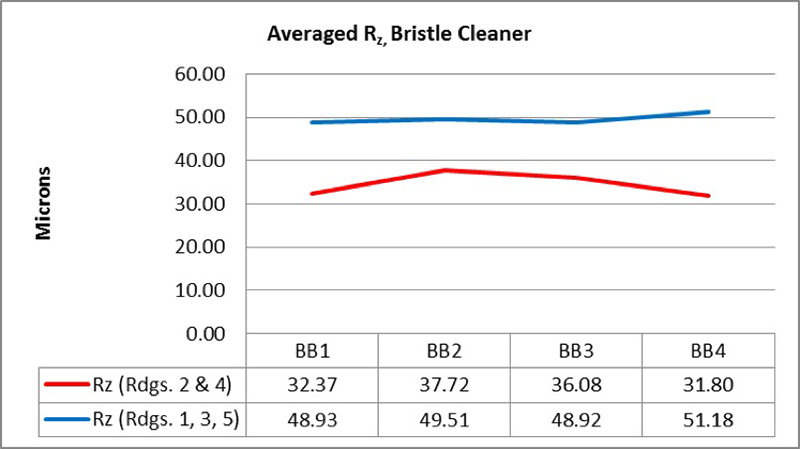
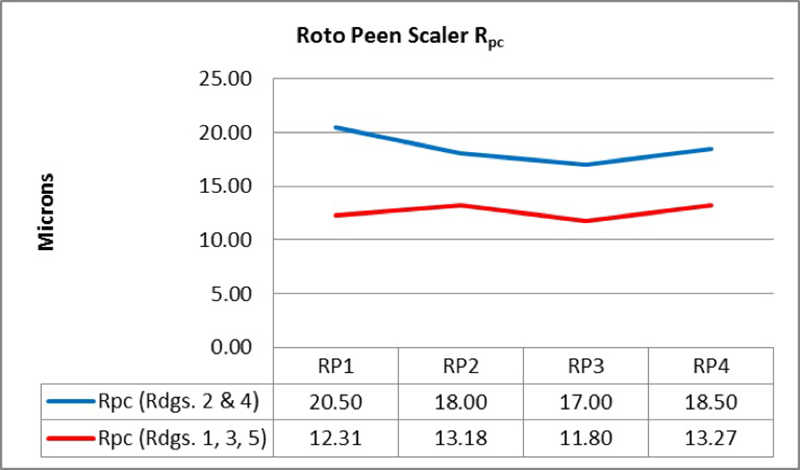
图6和图8显示的是滚珠丝印机面板的个别痕迹。 读数2和4的所有参数都比读数1、3和5高。 读数2和4是在偏压方向上采集的(以蓝色显示),而读数1、3和5是在偏压下采集的(以红色显示)。图7和图9显示了所有在偏压下拍摄的痕迹的平均值和所有在偏压下拍摄的痕迹的平均值的结果。



比较三种面板的峰值密度,air 除垢仪面板的测量值明显低于其他面板,如图 10 所示。
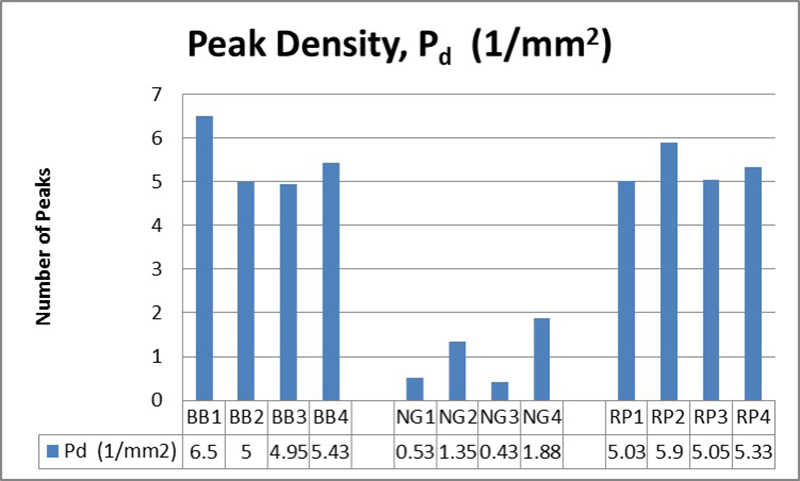
由于密度较低,假设深度测微计的读数可能会受到不利影响,因为仪器被放置在最低谷的概率降低。
在比较测量方法时,初步观察表明,在电动工具表面和测量方法中,复制带受偏差或峰值计数等影响最小。
测试完成后,对数据的分析表明,用便携式触针粗糙度仪获得的结果似乎受到了面板方向性偏差的严重影响。 这在用刷子清洁器处理的面板上表现得最为明显,而在用滚针刮刀处理的面板上则表现得较小。
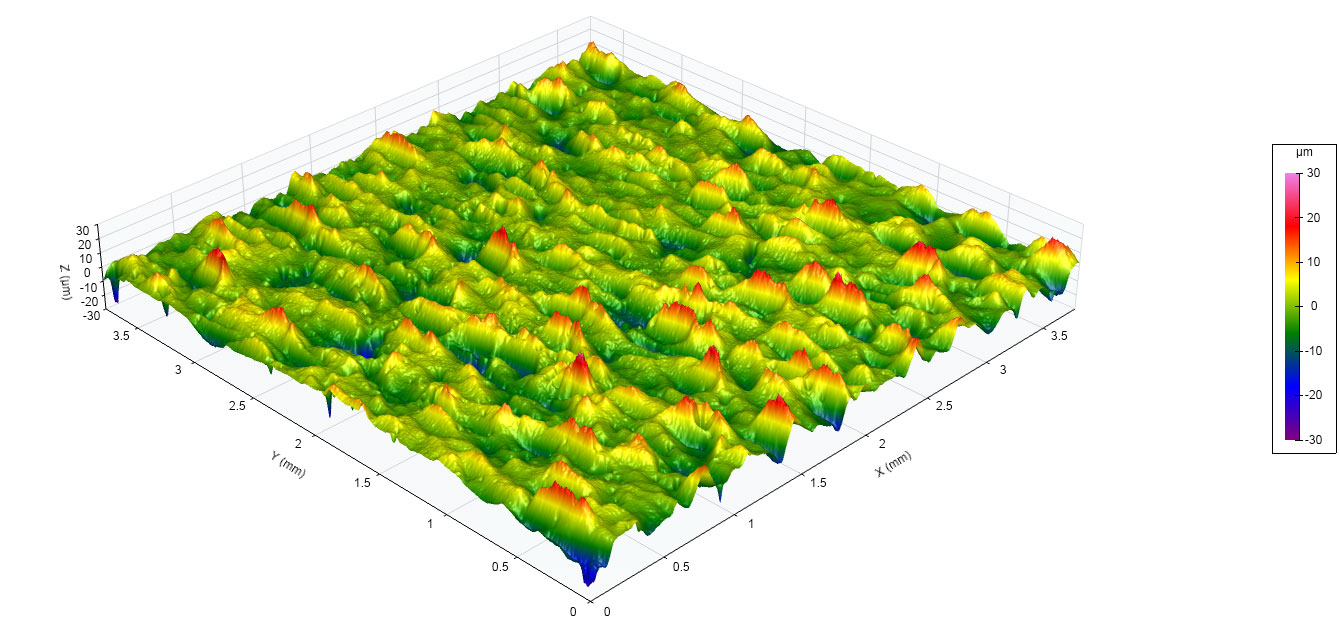
下面第一张刷子清洁器准备好的表面的三维图像(图6)显示了从左到右的条纹,与刷子清洁器应用于面板的方向相对应,基本上是在这个大方向上的谷底和/或山峰。 第二个三维图像是一个滚珠丝印机的表面(图7),显示了类似的特征。

为了确认这对触针式粗糙度仪获得的结果的影响,对刷子清洁器制备的面板进行了额外的测试,特别注意了方向性偏差。
这个额外的测试是通过在有偏压的情况下进行四次测量,以及在毛发清洁器产生的偏压上进行四次测量来进行的。 然后比较水平和垂直测试的两个数值,Rpc和Rz。 结果显示在下面的图表11和12中。
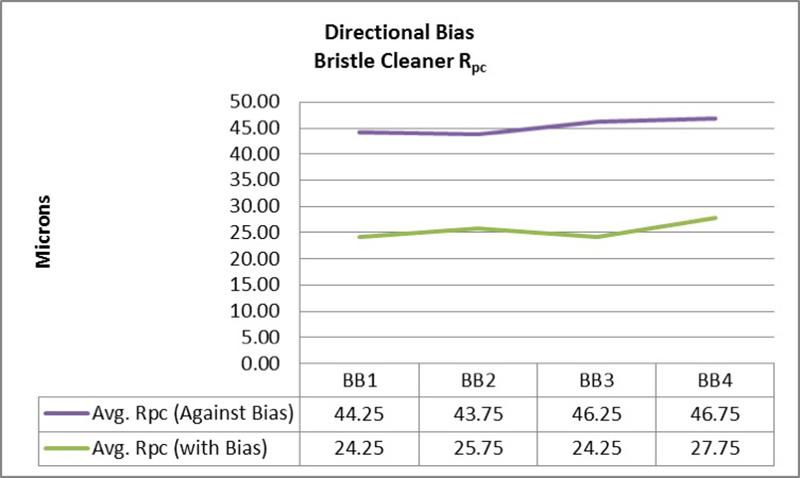
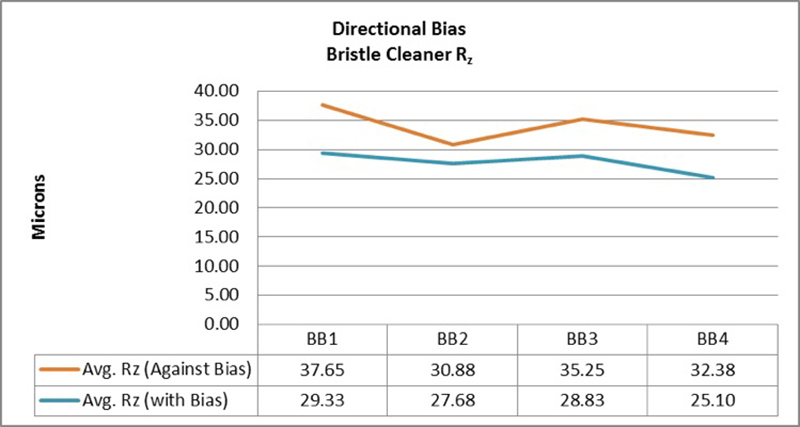
带着偏差和跨越偏差进行的测量产生了明显不同的结果。 如果不考虑或不知道方向性偏差,用这种方法进行的测量可能会导致对表面的不正确描述。 这可能导致涂层的不正确或不充分的应用。 用复制带或深度测微计仪器进行的测量不受方向性偏差的影响。
为了确定是否讨论了解决方向性偏差的方法,我们查阅了毛发清洗机和轮式剥皮机的制造商用户手册。 在两本手册中都没有发现讨论方向性偏差或表面条纹发展的具体说明。 罗纹剥皮机的手册中提到,关于表面处理,"为了确保均匀的剥皮覆盖,在整个区域内使用圆周或振荡运动"。
然而,没有任何使用说明或建议来解决或防止定向偏差的发生。
测量结果显示,与其他电动工具生产的面板相比,air 除垢仪生产的面板峰值密度较低。 较低的峰值密度使得深度千分尺更难找到真正的峰谷高度。 这是因为测微计的测点直接落在剖面最低点的统计概率较低。 除非仪器找到剖面的最低凹陷处,否则得出的结果就会错误地偏低。 下图 8 是air 除垢仪制备表面的 3D 效果图。 可以清楚地看到,表面几乎没有明显的波峰和/或波谷,大部分都是圆形和平坦的。
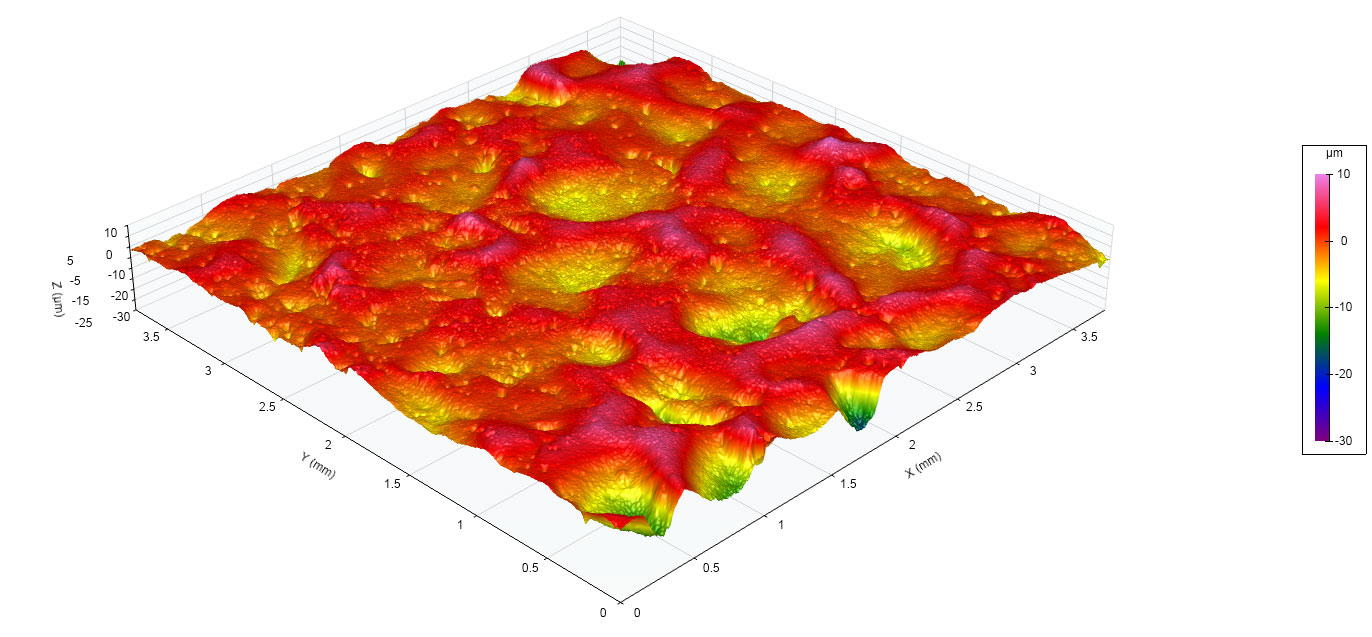
在使用复制带的数字成像观察到低的峰值密度后,确定增加深度测微计的测量次数可以产生更准确的峰值到谷值测量。为了测试这个假设,每个点的读数增加了一倍,达到20个,每块板总共有100个读数。 如图13所示,通过增加测量次数,其结果更能代表用触针式粗糙度仪和复制带发现的结果。

对于被检查的四块面板中的三块,将每个点的深度千分尺测量次数增加一倍,可使数值与测针粗糙度仪和复制带更密切相关。虽然这里没有调查,但进一步增加每个点的读数可能会导致读数与其他方法更一致。
据推测,测针粗糙度仪同样会受到较低峰值密度的影响。 不过,测针粗糙度仪的测量区域比深度千分尺大,而这一较大的测量区域可能足以捕捉到最高峰和最低谷。无论如何,在air 除垢仪制备的表面上找到真正的最大峰谷剖面高度的概率会降低,原因很简单,因为明显的峰谷数量较少。
与其他测量方法的测量不同,从复制带得出的测量结果不受方向性偏差或峰值密度的影响。 这种方法在所有三个动力工具清洁的表面上提供了一致的结果。
对于受方向性偏差影响的面板,复制带的测量区域可以捕捉到偏差的两个方向上的图案。由于HL是以整个区域的最大峰谷高度来测量的,所以偏压没有影响。 正因为如此,复制带的测量结果更能代表表面的情况,不需要修改测量方法来产生有意义的结果。
同样,复制带测量也没有受到峰值密度的负面影响。 因为复制带的测量区域大于峰谷之间的水平距离,所以密度的降低不是一个因素。 同样,由于复制带的测量面积大,读数比千分尺或测针粗糙度仪器更有代表性。
方法C,复制带和弹簧测微器,最准确地测量了所有三种工具产生的表面,主要是因为采样的表面面积比其他方法大。 复制带增加的测量面积说明了电动工具产生的表面的特征对其他测量方法有负面影响。
在选择表面粗糙度测量方法时,电动工具产生的表面表现出的特性必须加以考虑。当使用便携式测针粗糙度仪器时,在表面上留下定向条纹(偏差)的工具会导致表面轮廓参数的测量不准确。 标准(ASTM D4417)中没有预计到会产生低峰密度的表面轮廓的工具,因此,在按照该测试方法使用深度千分尺时,会报告较低的峰谷测量值。 如果不考虑这些特性,可能会导致不准确的结果。
尽管在电动工具制备的表面上使用便携式测针粗糙度仪和深度千分尺时存在局限性,但可以对测量方法进行修改,使这些仪器能够有效地测量这些表面。方法D触针式粗糙度仪器不适合在这些表面上测量表面轮廓,除非注意只测量整个偏向。 方法B深度千分尺的读数表明,通过增加读数的数量来说明低峰密度,结果会有所改善。
此外,方法B深度测微计的结果清楚地表明,与使用50个单独读数的平均值相比,使用五个位置的最大平均值所产生的结果与其他测量方法的结果更密切相关。 这支持了其他具有相同结论的研究,特别是D. Beamish9的 "表面轮廓--测量方法的比较",该方法是首次提出的。
图14显示了在对方向性偏差和低峰密度造成的误差进行调整后所有测量方法的结果。通过去除在偏差方向上进行的跟踪测量,对鬃毛清洁器和轮转剥皮机准备的面板进行了方向性偏差的计算。 这样做的结果是,对于喷毛的面板,平均13.2%的结果更接近于复制带的结果,而对于滚压处理的面板,平均8.9%更接近于复制带的读数。
通过绘制每个点 10 个和 20 个读数的结果图,并报告五个位置最大值的平均值,可以说明air 针式除垢仪面板上的峰值密度较低。 这样,深度千分尺的读数与便携式测针粗糙度仪的读数之间的相关性提高了 15.9%,与复制磁带的读数之间的相关性提高了 14.2%。
然而,复制带的结果是按测量结果显示的,没有对表面效应进行修改。 很明显,磁带未经修改的结果与其他测量方法是一致的。
这些结果强烈地表明,复制胶带为测量由多种电动工具产生的整个表面提供了一个更简单和更有效的解决方案。 该胶带不需要特别考虑偏差或峰值密度。与其他需要考虑电动工具产生的轮廓效应的测量方法不同,复制带的结果可以按测量结果使用。
在油漆和涂料行业中,对评估钢铁基材上的抛丸清理型材进行了大量研究。
ISO 8503-5-涂刷油漆和相关产品前的钢基材准备--抛丸清理后的钢基材的表面粗糙度特性--第5部分:确定表面轮廓的复制胶带法3
ISO 8503-5描述了在应用涂料和相关产品之前的钢基材的准备工作,以及经过喷砂清理的钢基材的表面粗糙度特征。
1 范围
本文件描述了一种现场测量ISO 8504-2中给出的任何磨料喷砂清理程序所产生的表面轮廓的方法。该方法使用仿制胶带和合适的量具,在现场测量涂刷油漆或其他保护层之前的表面粗糙度。
该方法适用于给定等级(或厚度)的复制带所引用的轮廓高度范围。目前可用的商业等级允许测量20μm至115μm的平均峰谷剖面。该方法适用于已经用磨料清洁过的表面。
ASTM D7127-Standard 使用便携式测针仪器测量喷砂清理过的金属表面的表面粗糙度的测试方法4
ASTM D7127描述了使用便携式测针仪器对喷砂清理的金属表面的表面粗糙度进行测量。
1.范围
1.1 本试验方法描述了一种车间或现场程序,用于确定通过喷砂处理准备喷漆的表面的粗糙度特征。该程序使用便携式滑轨式或非滑轨式触针式轮廓描记仪。测量的特性是。Rt和Rpc。经买卖双方同意,也可获得轮廓高度的其他测量值(Rmax和/或Rz)。
NACE SP0287-使用复制带对喷砂清理的钢表面轮廓进行现场测量5
NACE SP0287描述了测量喷砂清理过的钢的表面轮廓的一个程序,并说明了其特点。该测量技术使用复制表面轮廓的胶带。其他测量表面轮廓的常用方法没有讨论。
1.1 本standard 描述了现场测量经过喷砂清理的钢材表面轮廓的程序,这些钢材的表面轮廓如第2节所定义,在38至114μm(1.5至4.5密耳)之间。
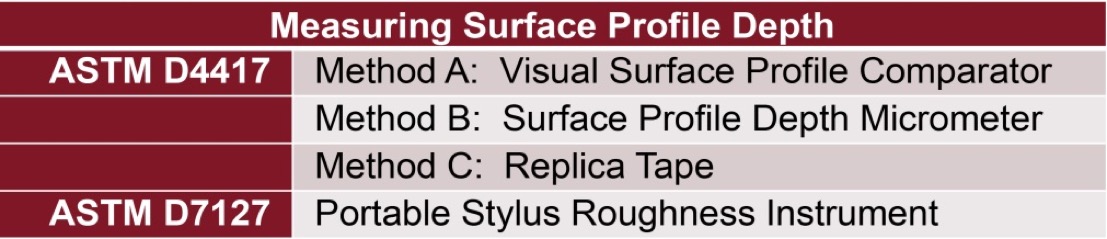
ASTM D4417-Standard 现场测量表面轮廓抛丸清理的钢材的测试方法
ASTM D4417描述了三种评估喷砂钢表面轮廓的方法,见下表1。
1.范围
1.1 这些测试方法包括描述在实验室、现场或制造车间测量喷砂清理后的表面轮廓的技术。
SSPC PA 17-确定配置文件的合规性6
SSPC PA 17为确定是否符合表面轮廓要求提供了额外的指导。ASTM标准描述了如何进行测量,而SSPC PA 17则侧重于在哪里进行这些测量以及测量的频率。
在这些行业标准中,基本上没有评估电动工具清洁表面的程序和说明。 随着电动工具的使用越来越普遍,确定评估这些表面的最佳和最准确的方法越来越重要。
在这些标准中,只有一处提到了如何评估电动工具制备的表面。ASTM D4417-14第1.2段指出,"方法B也适用于测量使用电动工具产生的轮廓"。
由于缺乏标准和/或指导,对于ASTM D4417方法B是否是所有电动工具表面的最佳方法,或者是否可能有其他更动态的表面测量方案,目前还没有什么信息。 电动工具制备的表面表现出抛丸清理后的表面所不具备的特性,即方向性偏差和工具间的峰值密度变化。 这些特性对具体测量方法的影响还不是很清楚。
1 ASTM D4417 "Standard 现场测量抛丸清理后的钢材表面轮廓的测试方法"(ASTM国际,100 Barr Harbor Drive, West Conshohocken, PA 19428)。
2 D . Beamish,"复制胶带--解开隐藏的信息",《保护性涂层和衬垫杂志》,2015年2月,第1-6页。
3 ISO 8503-5 "涂装及相关产品前的钢基材制备--抛丸清理后的钢基材的表面粗糙度特性--第5部分:测定表面轮廓的复制带法"(国际标准化组织(ISO),1 rue de Varembé, Case postale 56, CH-1211, Geneva 20, Switzerland)。
4 ASTM D7127 "Standard 使用便携式测针仪器测量喷砂清理过的金属表面粗糙度的测试方法1 (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
5 NACE Standard SP0287,"使用复制带对喷砂清理的钢表面的表面轮廓进行现场测量"。(德克萨斯州休斯顿:NACE,2016)
6 SSPC-PA-17 "确定是否符合钢材轮廓/表面粗糙度/峰值计数要求的程序"(SSPC:保护性涂料协会,800 Trumbull Drive, Pittsburgh, PA 15205, USA)。
7 ASME Y14.36M 1996《表面纹理符号》(美国机械工程师协会,纽约市公园大道三号,10016-5990美国)。
8 ASME B46.1-2009 "表面纹理(表面粗糙度、波浪度和层次)"(美国机械工程师协会,纽约市公园大道三号,10016-5990美国)。
9 D . Beamish, "Surface Profile - A Comparison of Measurement Methods", DeFelsko Corporation, January 2013

.jpg)



