
David Beamish, DeFelsko公司
原文发表于。材料性能》(2004年2月);涂料和衬垫部分
更新。10月, 2021
最佳的环境条件对于涂层和衬里的表面准备、应用和固化是至关重要的,以最大限度地提高成功的性能。本文介绍了应该观察和测量的五个环境条件以及每个条件对成功工作的影响。它还涵盖了几种机械和电子测量设备,并讨论了每种仪器的正确使用。
表面准备以及涂层和衬里的应用应在最佳环境条件下进行,以帮助防止故障。有各种仪器可以测量应该观察和跟踪的五个条件。
众所周知,大多数涂料at 低温和高相对湿度(RH)at 无法正常干燥。但人们对表面湿度对材料寿命和性能的影响了解较少。
当较暖的潮湿air 与表面接触时,水分就会在表面形成--这个过程称为凝结。湿气会导致未受保护的钢材生锈。如果水分滞留在涂层和基材之间,很可能会导致涂层系统过早失效。
喷砂表面的轻度冷凝可能难以观察。与其说是检测这种水分,不如说是用仪器来帮助评估水分首先形成的风险。在涂装过程之前、期间和之后都应进行测试,计算露点温度。露点温度应与表面温度进行比较,以确保两者相距足够远,不可能形成水分。
仔细观察大气条件并充分了解其对涂层和衬里应用的质量和长期健康的影响,对所有承包商和检查员都很重要。
评估基材上形成湿气的风险所需的首要参数是待制备或涂层表面的温度以及该表面附近的air 温度。夜间,钢制品通常会散发热量,冷却后的温度低于air 温度。在白天,钢制品会吸收热量,温度通常高于air 温度。
由于表面温度通常与air 温度不同,尤其是在室外施工时,因此应同时测量两者的温度,以避免因air 或钢材温度过高或过低而出现涂膜问题。at 不正确的温度at 施工会导致起泡、针孔、缩孔、干喷和泥浆开裂等缺陷。涂料制造商应规定涂装时的最高和最低表面温度。
ASTM D3276,"Standard 涂装检查员指南(金属基材)"1指出,涂层应用的最低表面温度通常为40ºF(5ºC)。对于 "冷固化 "的单组份或双组份系统,它可能低至0ºF(-18ºC),或者对于传统的双组份系统,它可能低至50ºF(10ºC)。涂料规格可以进一步说明,当温度下降并在下限的5ºF(3ºC)范围内时,不应进行涂装。
涂料应用的最高表面温度通常为125ºF(50ºC),除非有明确的规定。太热的表面可能会导致涂料溶剂快速挥发,从而导致施工困难,起泡,或形成多孔的薄膜。
固化率受相对湿度的直接影响--相对湿度是指air 中的水分含量,以一定温度at 可能存在的水分总量(饱和度)的百分比表示。含水air 不能像干燥air那样容纳大量溶剂。因此,高相对湿度会延缓溶剂的蒸发速度。因此,涂料或衬里at 最大相对湿度一般设定at 85%。但有些涂料需要湿气才能固化。因此,检查涂料的规格非常重要。
露点温度是钢表面开始形成湿气at 温度。它是一定体积的air 必须冷却到什么温度才能达到饱和状态。它是air 温度和相对湿度的函数。
最后要注意的参数是表面温度和露点温度之间的差距。如果它们相同,就可能形成湿气。即使它们很接近,水分形成的风险也可能高得令人无法接受。ASTM D3276和国际standard ISO 8502-42等文件规定,在涂层的关键3个阶段:准备、应用和固化,表面温度必须至少比露点温度高5ºF(3ºC)。这个最小的间隔也有助于在溶剂蒸发或应用冷的涂层材料时使表面温度降低。
air 温度、露点温度和相对湿度可以用吊索式或电池供电的湿度计来测定。这些仪器配有两个温度计。第一个温度计称为 "干球温度",用于测量air 温度。第二个温度计包裹在薄纱袜子或灯芯中,使用前已浸湿,因此称为 "湿球温度"。湿球温度 "代表袜子中水分蒸发所损失的热量。与高湿度相比,低相对湿度会导致更快的蒸发速度和更低的湿球温度。
吊索式温度计(图 1)在air 中旋转,以获得两个温度值。当电机驱动的风扇将air 吹过温度计时,电动温度计保持静止。

仔细阅读说明。在每一次测试之前,都要对仪器进行适当的检查和准备。定期检查潮湿的覆盖物并保持良好状态。水从薄纱上蒸发后,总会留下少量的固体物质。因此,最好是尽可能使用纯水,并不时地更新薄纱。
测试的实际位置和在湿球上旋转或air 的时间长短是直接影响测试结果准确性的因素。温度计应快速旋转 15 或 20 秒;然后停止并快速读取湿球,因为air 运动停止后湿球将开始变化。测试应重复进行,直到两个或更多的湿球读数等于所获得的最低读数。
为了获得最佳的准确性,测心仪应在阴凉处旋转。观察者应面对风,来回走几步,以防止他们的身体对观察产生不利影响。请注意,当温度接近或低于冰点时,测心仪并不是一个非常可靠的测量湿度的仪器3。
湿度计不能直接测量相对湿度和露点温度。这些值是用一个公式计算出来的,其中插入了干球温度和球网温度。为此,可使用图表和湿度计算器。美国气象局的湿度表(图 2)等图表可以让您更轻松地确定湿度值。选择与当天当地气压相对应的表格:该数值可从最近的机场气象局获取。一般使用 30 英寸(76 厘米)水银柱,与海平面相对应。At 海拔较高的地方,使用 29 至 23 英寸(74 至 58 厘米)。

仔细阅读温度计,因为有很多机会出现插值错误。从温标和湿度查询表获得的数值的微小差异会导致相当大的不同结果。
这里有一个例子。假设干湿球温度计的读数都是以1度为单位,但你可以插值到1/2度。考虑到典型的+1度精度,如果干球温度是75ºF(23.9ºC),湿球温度是73ºF(22.8ºC),可能的记录值可能与表1中的值相似。

虽然两个温度计数值都在误差范围内,但湿度公式计算结果却相差 8.8 个百分点!如果使用查找表而不是公式计算,差异可能会更大。在干/湿球温度计算中,这种误差预算在相对湿度很低和很at 最大。
相对湿度也可以直接从湿度计上读出,或者用水文图连续记录。
像图3所示的表面温度计使用一个双金属感应元件。它可以用磁力吸附在钢铁表面,而胶带可以将其固定在其他表面。
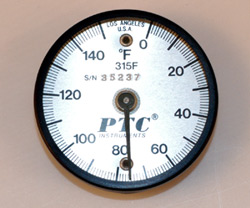
温度计应在原地停留足够长的时间使温度稳定下来--通常是2或3分钟。在进行最终读数之前,请轻敲表盘,并注意直读。避免阳光直射、风、热辐射、暖气或通风管道,或其他类似情况。获取热区和冷区以及平均区域的数据。
数字式非接触红外测温仪,如 PosiTector IRT或PosiTector DPM IR 也可用于测量表面温度。请仔细阅读仪器说明。仪器距离表面越远,测量区域就越大,从而导致潜在误差。
大气条件总是在变化:因此,应经常进行测量和计算。四个小时是一个典型的最低期限。建议在工作前、工作中和工作后对不同地点进行测量并记录条件。一些规范要求在喷砂清理过的钢材暴露在外或涂层或衬里固化时进行连续测量:连续测量确保金属的温度高于露点。
有些仪表只计算露点温度,但更实用的仪表有一个附加的表面温度探头(图4)。表面温度探针允许仪表计算并显示重要的delta值--表面温度和露点温度之间的差异。
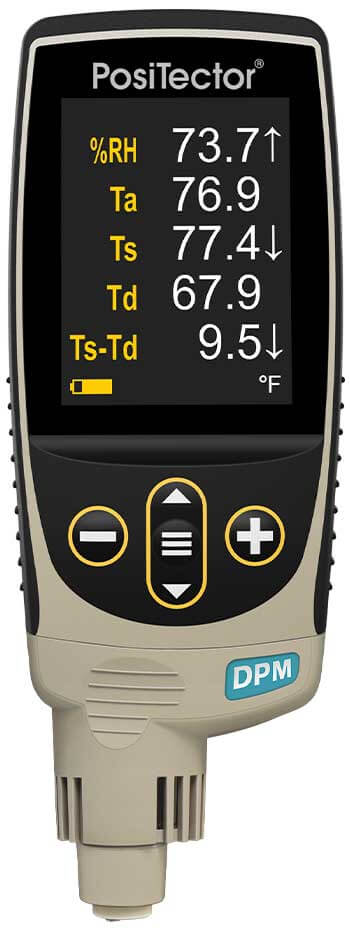
连续测量是数字式多合一仪器迅速普及的原因之一。它们大大简化了测量和计算关键环境参数的过程。快速响应的精密传感器提供准确、可重复的读数,具有高可靠性和长期稳定性。通常可提供显示可直接追溯到国家标准和技术研究所标准的校准证书。
PosiTector DPM 露点仪可在液晶显示屏上同时连续显示所有五个环境参数。不仅可以显示数值,还可以at 按下按钮将这些数值连同日期和时间一起存储到仪器内存中。更妙的是,输入一个时间间隔,压力计就会在无人看管的情况at 记录下该时间间隔内的所有五个值,例如每 15 分钟或每小时一次(图 5)。记录的数据可以一直保存到露点仪从现场取回为止,用户也可以启用远程监控,查看现场的实时数据。这对于完整记录涂装前、涂装中和涂装后的环境条件非常方便。

与机械方法相比,PosiTector DPM 露点仪等一体化仪器通常精度更高、更简单、反应更快。在攀爬梯子或脚手架,或到达遥远的地方和难以到达的小区域时,单手操作非常方便。显示屏上的输出快速而连续。
其他一体式露点仪,如PosiTector DPM L 露点仪记录仪,采用环境密封容器,可自动测量环境条件长达 200 天,无需更换电池。
数字仪器提供的另一个优势是,它们消除了测量中的许多猜测。许多型号的仪器都有报警功能,当表面温度过于接近露点温度时,会自动提醒用户;这一功能预示着水分形成的高风险。大多数都以摄氏或华氏单位显示。有些只在表面温度值稳定后才记录该值。换句话说,触摸一个冷或热的表面,仪器将测量温度读数,因为它下降或上升到实际表面温度。几秒钟后,一旦仪器确定读数已经稳定,仪器就会发出蜂鸣声并冻结显示。这在测量偏远地区时特别方便,因为那里的显示屏很难或无法看到。
1.ASTM D3276-15e1,"Standard 涂装检查员指南(金属基材)"(West Conshohocken, PA: ASTM 2015)
2.ISO 8502-4:2017,"应用涂料和相关产品前的钢铁基材准备--评估表面清洁度的测试--即湿球和干球第4部分:涂料应用前的冷凝概率估算指南"(瑞士日内瓦:ISO,2017)。
3.ASTM E337-15,"Standard 用心理测量仪测量湿度的测试方法(湿球和干球温度的测量)"(West Conshohocken, PA: ASTM 2015)。

DAVID BEAMISH(1955 - 2019),DeFelsko公司前总裁,该公司是一家位于纽约的手持式涂层测试仪器制造商,产品销往世界各地。他拥有土木工程学位,在这些测试仪器的设计、制造和销售方面拥有超过25年的经验,涉及各种国际行业,包括工业涂装、质量检测和制造业。他主持培训研讨会,是各种组织的积极成员,包括NACE、SSPC、ASTM和ISO。







