DeFelsko生产一种手持式非破坏性涂层测厚仪,是测量铝材上阳极氧化层厚度的理想工具。
测量阳极氧化层厚度的挑战是什么?
为了有效地控制阳极氧化和其他薄涂层的厚度,需要一种精确的非破坏性测量手段。
次要的挑战是在小的或难以触及的区域进行阳极氧化的测量。
阳极氧化涂层厚度测量解决方案
PosiTector PosiTector6000"N "系列电涡流计非常适合对有色金属基体上的非导电涂层进行无损测量。PosiTector 6000 NAS探头专为高分辨率测量铝阳极氧化而设计。虽然PosiTector 6000 NAS 探头的测量范围可达 625 μm(25 密耳),但它的精度最高,最高分辨率低于 100 μm(4 密耳),符合大多数阳极氧化应用的预期范围。
图 1-PosiTector 6000 NAS 探头测量阳极氧化处理
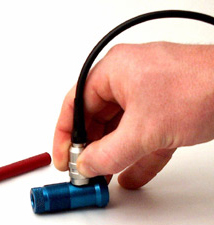
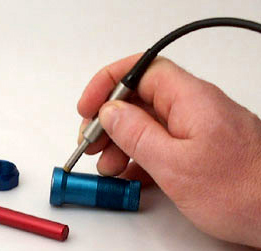
在测量小区域或难以触及区域的涂层厚度时,PosiTector 6000 N 微探头系列是理想的测量选择。通过0°、45°或90°探头尖,可以在深孔、小壁架或内径上读取厚度读数。使用夹具或快装适配器时,N 型微探头的规格与 NAS 探头完全相同。
图 2-PosiTector 6000 N 微探针测量阳极氧化处理
免费咨询
欲了解当前价格或订购这些阳极氧化涂层厚度仪器,请访问我们的销售页面。
阳极氧化的背景
什么是阳极氧化处理?
阳极氧化是一种自1930年代以来就存在的电化学转换过程。一些金属能够被阳极氧化,包括铝、镁、钛和钽。阳极氧化铝由于其低成本、美学品质和理想的机械性能而被用于许多领域。
与大多数保护涂层不同,阳极氧化可永久改变金属的外部结构。当铝暴露在air 中时,会自然形成一层薄薄的氧化铝膜,将铝封闭起来,防止进一步氧化。阳极氧化工艺使氧化表面变得更厚,厚度可达千分之几英寸。阳极氧化铝涂层的硬度可与金刚石媲美,增强了铝的耐磨性。氧化层的深度增加可提高铝的耐腐蚀性,同时使表面更容易清洁。特定类型阳极氧化铝的多孔性使其可以染成各种颜色,从而更加美观。
阳极氧化的范围通常达到5密耳。 铝阳极氧化的三种最常见的变化包括铬阳极氧化(I型),硫酸阳极氧化(II型)和硬阳极氧化(III型)。
- 铬阳极氧化利用铬酸电解液,产生最薄的涂层,只有0.02至0.1密耳(0.5至2.5微米)的厚度。 50%渗透到基材中,50%在原始尺寸上增长。铬阳极氧化对疲劳强度的影响最小,腐蚀性较低,因此是复杂和难以冲洗的零件的理想选择。 铬阳极氧化对铝铸件的涂层非常好,大多数铬阳极氧化零件用于军事和航空领域,其功能多于装饰性的。
- 硫酸阳极氧化是最常见的阳极氧化方法,利用硫酸产生的涂层厚度可达1mil(25微米)。67%的渗透到基材中,33%的增长超过原始尺寸。由于它的渗透性,硫酸阳极氧化对彩色染色非常有利,并为底漆、粘接剂和有机涂层提供基础。 硫磺阳极氧化提供了耐腐蚀性,非常耐用。 典型的应用包括建筑、航空航天、制造业、汽车和计算机。
- 硬质阳极氧化(又称硬涂层)是at 较低温度at 使用较高浓度的硫酸电解液,从而形成一层坚硬的外皮,具有出色的耐磨性、耐腐蚀性、耐褪色性、介电强度和表面硬度(洛氏 C 级高达 70)。在 0.5 至 4 密耳的总厚度范围内,50% 会渗入基材,50% 会在原始尺寸的基础上增加。硬质阳极氧化金属具有更高的表面粗糙度。 常见用途包括非装饰性食品包装设备、复印机纸卷以及建筑物店面和窗户等外部应用。
铝阳极氧化工艺
铝制部件被挂在剥离的铝或钛架上,确保良好的电气接触。在整个阳极氧化过程中,零件被贴上,架子被悬挂在一系列的槽中。
- 铝制部件被浸入含有浸泡清洗剂的热罐中,以去除所有的表面污垢。
- 该部件被冲洗,以避免污染后续槽中的溶液。
- 下一个槽用酸性溶液(铬、硫酸、硝酸或磷酸)对零件进行脱氧,去除薄而不均匀的氧化铝表面。
- 再次对零件进行冲洗,以避免水箱污染。
- 蚀刻是通过将零件悬挂在一个含有氢氧化钠溶液的罐子中进行的。蚀刻去除铝的自然光泽,并提供一个柔软、哑光、有质感的外观。
- 零件被悬挂在阳极氧化槽中,其中含有稀释的酸和水混合物,能够允许电流流动。酸的类型、溶液百分比和温度都是关键参数,并取决于所需的表面处理和颜色。电路的负极与零件架相连,电路的正极与一个或多个 "阴极 "相连,将电流引入槽内。 阴极的数量和位置随零件的大小和形状以及待处理的铝表面的总面积而变化。最靠近阴极的表面将得到更厚的阳极涂层。对于普通的硫磺阳极氧化,使用能够产生高达24伏的直流电源,电压一般保持在18至24伏之间。施加到阳极氧化槽中的电流将根据需要处理的表面数量而变化,作为一项规则,每平方英尺的覆盖面需要12至16安培的电流。在阳极氧化过程中,电解质溶液被搅拌,以提供均匀的溶液温度。在正常情况下,阳极氧化槽的过程需要不到一个小时。
- 为了增加颜色(染料),部件被浸在一个装有稀释的、水溶性的有机染料的槽中。每种染料在浸泡的时间长度和温度上都有所不同。
- 阳极氧化工艺的最后一个考虑因素是密封现在染色的外表面,使其不被阳光漂白或染色。如果不密封,多孔的外表面就会降低耐腐蚀性。对于非染色涂层,阳极氧化铝部件被放入沸腾的去离子水中20至30分钟。这将使氧化铝的非结构性孔隙转化为更坚固的结晶水合物形式。如果阳极氧化零件是染色的,则在装有醋酸镍溶液的槽中进行3至5分钟的密封处理。
- 硬阳极氧化,根据不同的工艺,使用硫酸和草酸的混合物。使用相对较低的温度,同时使用较高的电流和更高的电压。产生的 "灰色 "氧化层通常为2至3密耳,非常致密、耐磨和耐腐蚀。
机架的另一个选择是散装阳极氧化,这对于小型、不规则形状的零件,如铆钉、卡套和医疗轮毂的阳极氧化更为理想。取而代之的是在有孔的铝、塑料或钛篮子里加工零件。无论你是需要卷材还是批量生产,阳极氧化处理都提供了行业中最好的铝加工选择之一。
另一种选择是卷材阳极氧化处理。 卷材铝经过预阳极氧化处理,可以降低加工成本,节省生产时间,并减少材料处理。预阳极氧化铝的优点可以应用于大多数由板材或卷材制造的产品。由挤压件、铸件、杆件、棒件或板件制成的产品仅限于片状阳极氧化工艺,如货架或散装。
虽然大多数铝合金会在阳极氧化槽中形成氧化铝,但它们的阳极化程度往往不同。有些合金更难阳极氧化,而其他合金的阳极氧化色泽略有不同。当阳极氧化时,各种合金提供了不同程度的可加工性(加工、研磨、抛光)、耐环境特性和尺寸稳定性。
为什么要进行阳极氧化处理?
阳极氧化处理是一种非常有效和理想的铝表面处理手段。 阳极氧化处理的一些主要优点包括。
- 耐用性 - 大多数阳极氧化零件不会因搬运、安装、使用和维护而出现磨损。
- 粘附性 - 阳极氧化是铝的一部分,可实现完全粘合和无与伦比的粘附性。
- 颜色--阳极氧化零件在暴露于紫外线时能保持良好的颜色稳定性,没有应用的涂层会出现崩裂或剥落,并且有一个可重复的着色过程。
- 原有表面处理的质量--部件不会受到原有阳极氧化工艺的标记。
- 维护 - 温和的肥皂和水清洗通常可以使阳极氧化型材恢复其原始外观。
- 美观性--阳极氧化处理提供了大量的光泽和颜色选择,同时允许挤压铝的金属外观显示出来。
- 成本 - 与其他表面处理方法相比,阳极氧化是一个非常具有成本效益的价值。 除了低加工和维护成本外,耐用性也使更换成本降至最低。
- 环境、健康和安全--阳极氧化对目前的政府法规是有利的,因为它是最环保的工业工艺之一,通常对人体健康无害。阳极氧化处理在化学上是稳定的,不会分解,无毒,而且耐热性能达到铝的熔点。 由于阳极氧化工艺是对自然发生的氧化物过程的强化,所以它是无害的,不会产生有害或危险的副产品。在阳极氧化过程中使用的化学浴液经常被回收、循环和再利用。
为什么要测量阳极氧化层厚度?
阳极氧化工艺参数对形成的氧化物的特性有很大影响。如果使用低温和酸的浓度,会产生较少的多孔性和较硬的涂层。更高的温度和酸含量,以及更长的浸泡时间,会产生更软、更多孔的涂层。合金本身或任何这些参数的微小变化都会大大影响涂层。
通过各种过程控制和测量技术,阳极氧化商能够监测、控制和纠正阳极氧化涂层的应用。 阳极氧化最关键的质量控制之一是厚度。阳极氧化的厚度可以用涡流涂层测厚仪或通过计算单位面积的重量进行非破坏性的测量。涡流法的简单性不仅比计算法更有效,而且使检查员能够验证零件的所有表面都发生了充分的阳极氧化。
阳极氧化材料的市场在哪里?
阳极氧化产品和部件被用于成千上万的商业、工业和消费应用。
- 建筑产品(幕墙、屋顶系统)。
- 商业和住宅产品(通风口、遮阳篷、框架、固定装置)。
- 家电(冰箱、微波炉、咖啡机)
- 食品准备设备(平底锅、冷却器、烤架)
- 家庭和办公室家具(桌子、床、柜子)。
- 体育用品(高尔夫球车、船只、野营和钓鱼设备)。
- 机动车部件(饰件、轮毂盖、面板、铭牌)。
- 电子产品(电视、摄影器材)
- 航空航天(卫星板)
协会
AAC(铝阳极氧化剂委员会)
AEC(铝挤压机理事会)
FGIA (Fenestration & Glazing Industry Alliance)- 前身为AAMA-建筑制造商协会。
铝业协会
阳极氧化行业规范
军用阳极氧化标准
MIL-A-8625-铝和铝合金的阳极涂层
MIL-STD-171-Standard ,用于表面的精加工和处理。
ASTM阳极氧化标准
ASTM B244-09-Standard 用涡流仪器测量铝阳极涂层和非磁性基体金属上其他非导电涂层厚度的测试方法
ASTM B487-85-Standard 通过截面显微镜检查测量金属和氧化物涂层厚度的测试方法
ASTM B137-95-Standard 阳极涂层铝单位面积涂层质量测量测试法
ASTM B136-84-Standard 测量铝阳极涂层抗污性的方法
ASTM B457-67-Standard 测量铝阳极涂层阻抗的测试方法
ASTM B580-79-Standard 铝阳极氧化涂层规范
ASTM B680-80-Standard 酸溶解铝阳极涂层密封质量测试法
ASTM B893-98-工程应用镁硬涂层阳极氧化规范
国际SAE AMS(航空材料规范)阳极氧化标准
AMS2468-铝合金的硬涂层处理
AMS2469-铝和铝合金的硬涂层处理
AMS2471-铝合金的阳极处理 硫酸法,工艺-染色法
AMS2472-铝合金的阳极处理 硫酸工艺,工艺染色
AMS-A-8625-铝和铝合金的阳极涂层(MIL-A-8625的副本)
国际标准 阳极氧化标准
ISO 7599-铝及其合金的阳极处理;铝的阳极氧化涂层的一般规格
ISO 8078-铝合金的阳极处理-硫酸法,未染色的涂层
ISO 8079-铝合金的阳极处理-硫酸工艺,染色涂层
ISO 10074-铝及其合金上的硬质阳极氧化涂层规格
BS, DIN, EN 阳极氧化标准
BS/DIN EN 2101--铝和锻造铝合金的铬酸阳极处理规范
BS/DIN 2284--铝和锻打铝合金的硫酸阳极氧化规范
BS/DIN 2536-铝合金的硬质阳极氧化处理
BS/DIN 2808-钛和钛合金的阳极氧化处理
DIN EN ISO 7599-铝和铝合金的阳极氧化-规定铝上阳极氧化装饰层和保护层的方法



.png)







