
本文详细介绍了DeFelsko涂层测厚仪在镀锌行业的应用。它描述了不同类型的手持式测厚仪,测量过程,需要采取的一些预防措施,以及有关这一应用的最常见问题的问答部分。
当电解质将钢表面的阳极和阴极连接在一起时,钢就会被腐蚀。腐蚀电池的形成导致片状的氧化铁被称为铁锈。
为了避免生锈,必须有东西来防止腐蚀细胞的形成。防止钢铁腐蚀的两种常见方法是。

镀锌是将锌的牺牲阳极层涂在钢制部件的表面以提供腐蚀保护的过程。这个过程的最后一步是检查。
镀锌层的厚度直接关系到。
较厚的镀锌层可使被涂件的使用寿命更长。因此,对锌层厚度的检查是确定镀锌层质量的最重要的一个步骤。
要测试的工件的大小、形状和数量将决定适当的测试方法。指定的测试方法可分为破坏性和非破坏性。
有四种方法来测量镀锌厚度。


测量镀锌厚度最实用的方法是利用磁性原理的非破坏性方法来确定涂层厚度。这种测试是
因为它是无损的,所以磁性厚度测量是评估镀锌层厚度的最常用方法。
以磁性原理操作的涂层测厚仪是用来测量应用于黑色金属的非磁性涂层。三种最常见的磁性原理的测厚仪属于两类之一。

1.机械式镀锌测厚仪
2.电子式镀锌测厚仪
Pen 笔式
机械-表盘式

电子类



预防措施。
当利用机械涂层测厚仪时,请执行以下步骤。
当利用电子涂层测厚仪时,执行以下步骤。
双层涂层系统使用两种腐蚀保护系统的组合--通常是在镀锌钢上的油漆或粉末涂层(热浸、电镀或喷锌金属化)。双层涂层系统所产生的腐蚀保护效果优于单独使用的任何一种保护系统。
DeFelsko 的PosiTector 6000 FNDS涂层测厚仪只需读取一次读数,即可无损地测量双层涂层系统中油漆层和镀锌层的单独厚度。
请参阅我们的双相涂层系统厚度测量应用说明以了解更多。

磁性涂层测厚仪报告的测量值是以线性距离为单位,而不是涂层重量。然而,量具的读数可以很容易地转换为涂层重量的表达。

前面的图表在下面的文字中得到了描述。
转换自: | 换算为: | 乘以。
- 盎司/平方英尺|米尔|1.684
- 盎司/平方英尺|微米|42.78
- 盎司/平方英尺| 克 gm平方米|305.15
- 米尔斯|微米|25.4
- mils| gm/m2 |181.18
- 密尔/盎司 / 平方英尺/0.5938
- 微米| gm平方米 |7.133
- 微米|盎司/英尺2|0.023375
- 微米|密尔|0.03937
- 克/gm|盎司/平方英尺 |0.03277
gm平方米 |密耳|0.005519
gm平方米 |微米|0.14019

示例 A:假设您使用PosiTector 6000 F 测量仪对镀锌钢卷进行测量,得到的单面厚度读数为 "0.35 密耳"。使用以下方法可轻松将其转换为盎司/平方英尺:
例B:另外,你可以快速确认镀锌钢板是否符合特定的涂层重量。根据ASTM A653标准,G90涂层指定意味着钢板两面的锌的重量为0.90盎司/平方英尺。
然而,磁性测厚仪只测量一个侧面。因此。
0.45盎司/平方英尺 x 1.684 = 每面0.76密耳,或0.45盎司/平方英尺 x 42.78 = 每面19微米
例C:要从以微米为单位显示的结果中计算出克/米²,首先将量具读数(或一系列读数的平均值)乘以2的系数,然后再将该结果乘以7.133。最后的计算结果将显示被涂物两面的涂层重量。
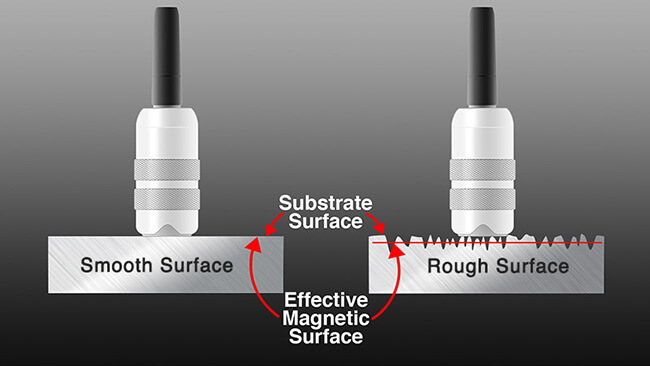
答:尽管镀锌表面看起来很光滑,但锌和钢上都存在微观的表面粗糙度。因此,根据ASTM A123标准,通过一系列读数的平均值来获得涂层厚度的最佳代表。
答:磁性涂层测厚仪报告的测量值是以线性距离为单位,而不是涂层重量。然而,量具的读数可以很容易地通过转换表或乘法系数转换为涂层重量的表达。

答:根据ASTM A653标准,G90涂层指定意味着钢板两面的锌的重量为0.90盎司/平方英尺。
磁性测厚仪只测量一个侧面。
因此。
摘自ASTM A123 Standard 《钢铁产品锌(热浸镀锌)涂层规范》。
ASTM A123/A123M-Standard 钢铁产品的锌(热浸镀锌)涂层规范
ASTM E376-Standard 用磁场或涡流(电磁)检查方法测量涂层厚度的做法
ASTM A153/A153M-Standard 铁和钢制五金件上的锌涂层(热浸)规范
ASTM A653/A653M-Standard 热浸镀锌或锌铁合金镀层(镀锌)的钢板规范
ASTM A767/A767M-Standard 混凝土加固用镀锌钢筋的规范
ASTM D7091-Standard 铁金属非磁性涂层和非铁金属非磁性非导电涂层干膜厚度无损测量规范

.png)







